该机结构合理,采用链条带动槽板运动而输送物料,具有输送能力大,动力消耗低,磨损小,工作可靠等优点,经全国多家造纸厂使用,效果很好,是目前最理想的废纸和浆板输送设备。
为了满足用户需要,考虑到工艺布置要求,链板输送机传动装置分右装和左装两种(顺物料运行方向看,传动装置在机器右侧的为右装,反之为左装),用户单位可根据工艺设计要求选用链板输送机装配形式,订货时均应在合同中予以注明。
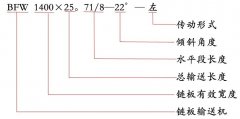
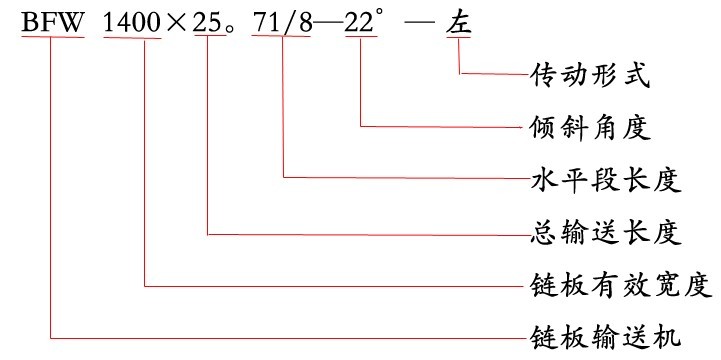
链板输送机型号意义说明:
二、主要技术参数
| 型号 | BWF | BWF | BWF | BWF | BWF | BWF | BWF | BWF |
| 有效宽度:mm | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 |
| 喂料能力:M3/H | 65-210 | 80-255 | 95-300 | 110-345 | 140-390 | 160-430 | 200-500 | 240-600 |
| 输送物料 | 浆板,废纸 | |||||||
| 物料最大块度mm | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 |
| 电机功率KW | 3-5.5 | 4-7.5 | 5.5-11 | 11-15 | 15-22 | 22-30 | 30-45 | 37-55 |
| 备注 | 以上参数依原料不同将会做相应的调整,最终各参数详见技术方案 | |||||||
链板输送机由头部驱动装置、尾轮装置、拉紧装置、链板及机架等五个部分组成。
1、头部驱动装置
由电动机、减速器、传动装置及主动链轮装置等组成。动力是由驱动装置通过一对套筒滚子链轮传给主轴,进而带动槽板运行。为了适应不同输送速度的需要,可借助更换传动链轮的齿数比,改变槽板的运行速度。主动链轮装置采用二只齿数为6的链轮带动两条片式牵引链及槽板沿导轨运行。
2、尾轮装置
该机链板的改向部分,它由尾轮轴、两只尾轮及轴承等组成。
3、拉紧装置
拉紧装置采用螺旋拉紧的方式,用来调节牵引链条的松紧程度。
4、链板部分
由牵引链和槽板组成。牵引链采用耐冲击、运行平稳可靠的片式牵引链,内链片中间装有滚轮,在轨道上滚动,以减少摩擦阻力和磨损。槽板用螺栓与牵引链紧固在一起。
5、机架
由头架、尾架、中间架组成。用槽钢、角钢及加强钢板焊接而成。该机架中间有四条供滚轮运行的轨道,采用轻轨制成。
四、安装
1、开箱检验:根据装箱单逐一检查该机的零部件是否齐全。如有缺损,应及时与营销部乐动平台app-(中国)科技公司。
2、按照基础图要求,正确定出中心线,确定主动链轮轴的轴线位置,尾轮轴的中心位置。根据设备中心线定出机架地脚位置、轨道安装位置及驱动装置纵向中心位置等。并校正各相应的位置尺寸,用钢筋混凝土浇注设备基础。
3、基础经过一定的保养期(一般15天),并校正无误后,即可进行设备安装。安装程序如下:
(1)、设备安装前应对各零部件进行必要的清洗,去除所涂防锈油脂,并进行仔细检查核对。
(2)、按图纸对基础孔进行检查、清理。
(3)、先将机架吊到基础上,把地脚螺栓逐一装入脚板上,再安装轨道,进而安装主动链轮装置、尾轮装置、拉紧装置及链板部分。
(4)、安装电机、减速器及其它附属设施。
4、安装精度要求:
A、机架中心线与链板输送机的纵向中心线要求重合,其偏差≤2 mm。
B、机架支柱对安装地面垂直偏差≤2 mm/ m。
C、相邻两支架的水平长偏差≤2 mm,支架横向水平度偏差≤1 mm/ m。
D、轨道对链板输送机纵向中心线距离偏差≤1 mm。
E、轨距偏差≤2 mm。
F、轨道直线度偏差≤1.5mm/ m;全长的直线度偏差≤5 mm,轨道的弧形区段应均匀平滑。
G、在同一横截面内,两轨道的相对标高偏差≤±2 mm。
H、轨道允许焊接,但接头要光洁平滑,其左右偏移偏差≤±1mm;上下偏移偏差≤0.3 mm(仅允许沿链板运行方向向下低)。
I、电机轴线与减速器输入轴轴心线应平行,带轮应在同一平面内。
J、主动链轮轴心线对链板输送机中心线垂直度偏差≤1mm/ m;两链轮间横向中心与整机中心线的偏差≤1 mm。
K、尾轮轴心线对链板输送机中心线垂直度偏差≤1mm/ m;两链轮间横向中心与整机中心线的偏差≤1 mm。
L、尾轮轴水平度偏差≤1mm/ m。
M、链板上滚轮轴的中心线对输送机中心线的垂直度偏差≤1mm/ m。
N、滚轮轴安装水平度偏差≤1mm。
O、滚轮下母线应处于同一水平面上,相邻两滚轮下 母 线 的 高 低 偏差≤1mm。
5、安装完成后,向基础孔灌浆。经过一定的保养期(一般15天)后,旋紧地脚螺栓,再进行一次精度校验,进行二次浇注,将底板浇在混凝土中,并对设备表面进行一次涂漆,待基础坚固后即可投入试运行。
五、使用说明
1、操作时应力求均匀加料,给料最大尺寸应控制在规定范围内。
2、不宜满载时停车和启动。
3、牵引链及套筒滚子链的松紧应适度,运行中应经常检查,及时调整。
六、维修
1、经常检查设备运转部位的润滑情况,定期加油。
2、减速器在开始运转7-14天后须更换新润滑油,以后可根据情况3-6个月更换一次。
3、对设备要经常检查,螺栓不得松动,电机不得超过额定电流,轴承温升超过环境温度35℃时应停机检查。
4、根据使用情况,建议半年左右检修一次。
润滑油脂表
| 润滑点位置 | 润滑剂名称 | 润滑周期 |
| 头尾轴轴承 | ZG-3钙基润滑脂 | 每月一次 |
| 螺旋拉紧装置导轨、螺杆 | ZG-3钙基润滑脂 | 每月一次 |
| 套筒滚子链 | ZG-3钙基润滑脂 | 10天一次 |
| 电动机 | 按制造商说明书保养 | |
| 牵引链滚轮 | ZG-3钙基润滑脂 | 半月一次 |
查看更多输送机设备,请点击:/shusongji/